Для чего используется электроэрозионная обработка металла
Различные методы выполнения операций с металлическими деталями позволяет получить отверстие заданной формы и конфигурации. Технология электроэрозионной обработки позволяет сделать широкий спектр операций:
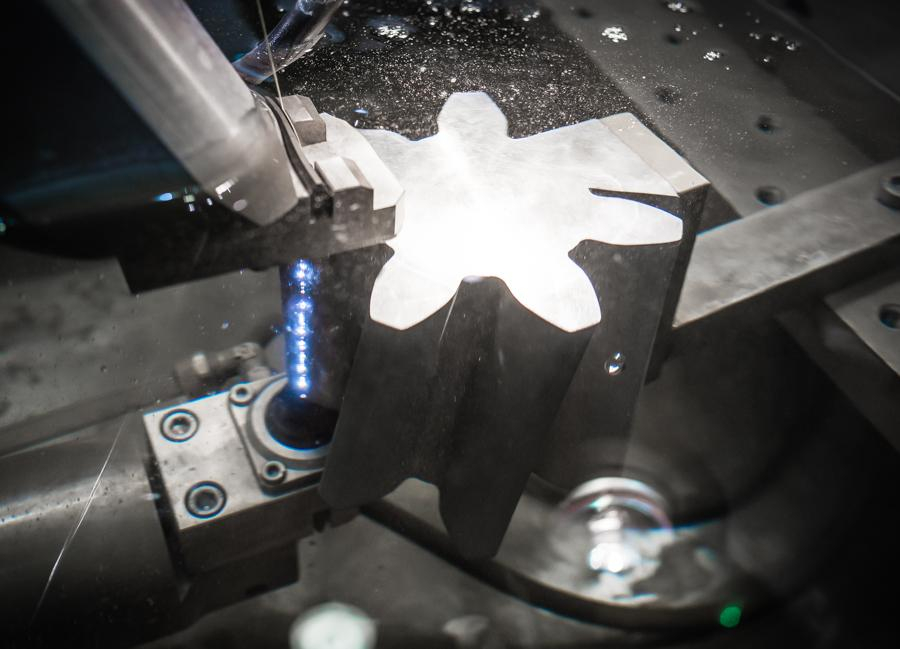
- обрезание/вырезание выполняется с помощью диска, проволоки;
- тонкое шлифование убирает большой слой без повреждения металлической поверхности;
- копирование необходимо для отображения заданной формы на заготовке;
- прошивание выполняется точечным электродом (обрабатываются узкие щели, пазы, карманы);
- гравирование – это нанесение на металлическую поверхность символов и знаков;
- наращивание поверхности и восстановление конфигурации;
- упрочнение – это придание материалу определённых свойств.
В промышленности применяют различные способы упрочнения деталей. Глубина составляет не более 0,3 миллиметров. Поверхностное упрочнение детали происходит за счёт сочетания термического и силового воздействия на верхний слой. Через место контакта инструмента и заготовки проходит ток большой силы и низкого давления. Поверхностный слой очень быстро охлаждается за счёт отвода тепла внутрь изделия. В результате происходит закалка поверхности. Также повышается износостойкость в 11 раз и усталостная прочность детали.
Технология производства востребована особенно в высокоточных промышленных сферах. Такой вариант применяется для изготовления деталей сложной конструкции. Изделия устанавливаются на самолётах, кораблях, автомобилях, электронных устройствах.
Какие есть методы электроэрозионной обработки
Специалисты выделяют основные методы электроэрозионной обработки:
- электроискровой;
- электроимпульсный;
- электроконтактные;
- анодно-механические.
Например, электроискровой режим станка используется для резки деталей. Электроимпульсный способ — предназначен для полировки и выравнивания поверхности. Основные режимы работы оборудования отличаются устройством генератора импульсов, формой импульса, полярностью электродов.
Выделяют основные режимы электроэрозионной обработки, и дополнительные – проволочные, эрозионно-химические и другие. Дополнительные варианты работы станков отличаются родом электрического тока, рабочей средой.
По методам подвода электрической энергии выделяют ЭЭО:
- Через контакт – электромеханический способ.
- Через канал разряда – электроискровой и электроимпульсный метод.
- Комбинированный контактно-дуговой – электроконтактные, анодно-механические способы.
Например, с помощью электрохимического варианта выполняется очистка деталей электролизом.
Принцип работы электроэрозионного станка
Специальное оборудование помогает создать фасонные полости, профильные позы на узлах из твёрдых материалов. Работа электроэрозионного станка основывается на принципе образования кратковременной электрической дуги, приводящей к потере вещества катода и анода. Если временной интервал больше, то происходит потеря компонента с катода. А другом случаи, теряется вещество с анода.
Принцип электроэрозионной обработки заключается в подключении источника постоянного тока к заготовке и электроду. Устройство генерирует кратковременные импульсы, проходящие через электроды. В результате образовывается кратковременная дуга, прожигающая металлическую поверхность. Электрическая дуга действует небольшой период времени. Поэтому поверхность металла и электроды не успевают деформироваться.
Электроэрозионный станок принцип работы – воздействие электрического разряда большой мощности. Наиболее точным считается копировально-прошивочная аппаратура. Предназначено оборудование для операций с заготовками сложной конфигурации.
По материалам zavodsz.ru