Никелевые аноды: производство и полный гайд по выбору для гальваники

- Сравнение марок НПА1 и НПАН, методы термообработки для равномерного растворения. О производстве анодов. Разбор ошибок при никелировании и способы их избежать. Практические советы по выбору анодов.
Введение в никелирование и роль анодов
Никелирование – один из самых распространенных и востребованных процессов в современной гальванике. Его значимость обусловлена уникальным сочетанием декоративных и защитных свойств никелевых покрытий. От коррозионной стойкости и износоустойчивости до придания изделиям привлекательного внешнего вида – никель успешно решает множество задач в самых разных отраслях промышленности, от автомобилестроения и электроники до производства бытовой техники и ювелирных изделий.
В основе любого гальванического процесса лежат два ключевых элемента – катод и анод. Если катодом является изделие, на которое осаждается металл, то анод – это источник ионов металла, необходимых для восполнения его концентрации в электролите. В случае никелирования, именно никелевые аноды играют критически важную роль, определяя стабильность процесса, качество покрытия и экономическую эффективность всего производства. Неправильный выбор или некорректное использование никелевых анодов может привести к целому ряду проблем: от неравномерного осаждения и образования дефектов до повышенного расхода материалов и снижения производительности.
Эта статья призвана стать исчерпывающим руководством для инженеров-технологов, мастеров цехов, владельцев предприятий металлообработки и студентов, стремящихся глубоко понять нюансы никелирования. Мы рассмотрим типы никелевых анодов, распространенные ошибки при их использовании, методы их обработки и практические аспекты выбора, призванные обеспечить стабильное и высококачественное покрытие.
Что такое никелевые аноды и их назначение в гальванике
Никелевые аноды – это металлические изделия, изготовленные из никеля или его сплавов, предназначенные для использования в качестве источника никеля в процессе электроосаждения (никелирования) на поверхности изделий, выполняющих роль катода. Их основное назначение – обеспечить контролируемое растворение металла в электролите, восполняя тем самым концентрацию никелевых ионов, которые осаждаются на катоде.
При протекании электрического тока через электролит, на аноде происходит окисление атомов никеля с образованием положительно заряженных ионов Ni²⁺:
Ni (твердое тело) → Ni²⁺ (в растворе) + 2e⁻
Эти ионы, мигрируя в электролите к катоду, восстанавливаются и осаждаются на поверхности изделия, формируя никелевое покрытие. Таким образом, анод является “донором” никеля, обеспечивая непрерывность и стабильность процесса.
Важно понимать, что не всякий кусок никеля может быть использован в качестве анода. Для эффективного и равномерного растворения, а также для минимизации нежелательных побочных реакций, никелевые аноды должны соответствовать определенным требованиям по чистоте, структуре и физическим свойствам.
Марки никелевых анодов: НПА1, НПА2, НПАН
В российской практике стандартизация никелевых анодов осуществляется в соответствии с межгосударственными стандартами. Наиболее распространенными марками являются НПА1, НПА2 и НПАН. Выбор конкретной марки зависит от типа используемого электролита, требуемых свойств покрытия и особенностей технологического процесса.
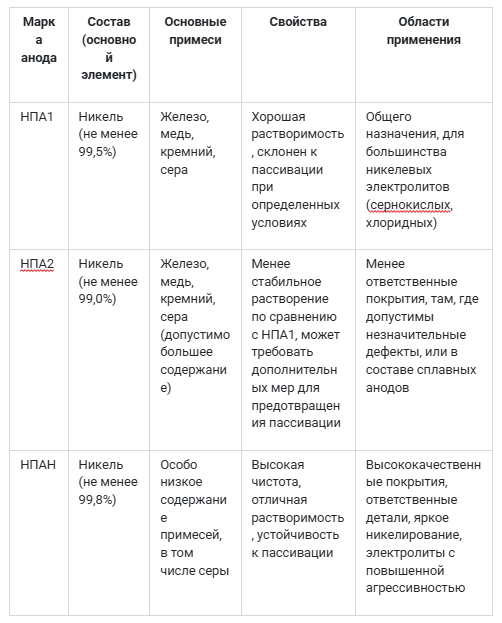
Сравнительная таблица марок по составу и свойствам
Особенности непассивирующихся анодов (НПАН)
Марка НПАН (непассивирующийся анод) занимает особое место среди никелевых анодов. Ее ключевое преимущество – высокая устойчивость к пассивации, то есть к образованию на поверхности тонкой, плохо растворимой пленки оксидов или солей, которая препятствует нормальному протеканию электрохимической реакции.
Высокая чистота НПАН, достигаемая за счет применения специальных технологий выплавки и рафинирования, минимизирует количество элементов, способных вызвать пассивацию. Отсутствие или крайне низкое содержание серы, железа и других примесей делает эти аноды идеальными для работы в различных типах никелевых электролитов, особенно в тех, где стабильность анодного растворения критически важна.
Использование НПАН позволяет:
- Стабилизировать процесс никелирования: Обеспечивается постоянная скорость растворения анода и, как следствие, постоянная концентрация никелевых ионов в электролите.
- Улучшить качество покрытия: Снижается риск образования дефектов, связанных с неравномерным токораспределением и нестабильностью концентрации.
- Сократить время на обслуживание: Меньше проблем с пассивацией означает меньше необходимости в частых чистках анодов.
Примером практического применения НПАН может служить производство ответственных деталей для авиационной промышленности, где требуется безупречное качество покрытия и высокая коррозионная стойкость.

Ошибки при никелировании и как их избежать
Несмотря на кажущуюся простоту, процесс никелирования таит в себе множество подводных камней. Неправильный выбор анодов или пренебрежение технологическими аспектами приводят к распространенным ошибкам, которые могут стоить дорого.
Пассивация анодов: причины и решения
Пассивация – одна из наиболее частых проблем при никелировании. Она проявляется в снижении или полном прекращении растворения никеля с поверхности анода, что приводит к падению плотности тока, замедлению процесса и ухудшению качества покрытия.
Основные причины пассивации:
- Наличие примесей в аноде: Железо, медь, углерод, сера и другие элементы могут образовывать на поверхности анода труднорастворимые соединения.
- Неправильный состав электролита:
- Избыток серной кислоты (в сернокислых электролитах): Приводит к образованию сульфата никеля, который может покрывать поверхность анода.
- Низкое содержание никелевых ионов: При недостатке активных ионов в растворе, анод может начать растворяться с образованием окислов.
- Присутствие органических загрязнений: Взаимодействуя с анодом, могут образовывать пленки.
- Неправильный режим работы:
- Слишком низкая плотность тока: При низкой анодной плотности тока, скорость окисления никеля замедляется, что способствует образованию пассивирующей пленки.
- Недостаточная аэрация или циркуляция электролита: Приводит к локальному перегреву и изменению химического состава в прикатодном пространстве.
Решения для предотвращения и устранения пассивации:
- Выбор качественных анодов: Использование анодов высокой чистоты, таких как НПА1 или, в идеале, НПАН, является первым и самым важным шагом.
- Поддержание оптимального состава электролита: Строгое соблюдение рецептуры, регулярный химический анализ и корректировка концентраций.
- Использование активаторов: В некоторых случаях, для предотвращения пассивации, в электролит могут добавляться небольшие количества хлоридов (например, NaCl). Они способствуют более активному растворению анода.
- Поддержание правильной плотности тока: Работа в рекомендованном диапазоне анодной плотности тока.
- Обеспечение достаточной аэрации/циркуляции: Использование компрессоров для продувки воздухом или насосов для циркуляции электролита помогает поддерживать равномерную температуру и состав по всему объему ванны.
- Периодическая очистка анодов: В случае образования пассивирующей пленки, аноды необходимо извлекать из ванны и очищать механическим способом (например, щетками) или с помощью химического декапирования в разбавленной кислоте.
Пример из практики: Цех, занимающийся никелированием крепежа, столкнулся с проблемой пассивации анодов НПА1. Анализ показал, что причиной стало использование воды низкого качества для приготовления электролита, содержащей повышенное количество примесей, а также увеличение концентрации хлоридов из-за испарения. Решением стало применение деминерализованной воды и более тщательный контроль содержания хлоридов, а также периодическая очистка анодов.
Шламообразование и методы его уменьшения
Шлам – это нерастворимый осадок, образующийся на поверхности анодов или на дне ванны. Он состоит из механических загрязнений, примесей, содержащихся в исходном никеле, и продуктов коррозии.
Причины шламообразования:
- Наличие механических включений в анодном материале: Некачественное литье или рафинирование.
- Присутствие нерастворимых примесей в электролите: Пыль, частицы износа оборудования.
- Продукты коррозии: Образуются в результате побочных реакций.
Методы уменьшения шламообразования:
- Использование анодов высокой чистоты: Снижает количество нерастворимых компонентов в исходном материале.
- Применение анодных мешков: Специальные фильтрующие мешки, надеваемые на аноды, задерживают образующийся шлам, предотвращая его попадание в раствор и на поверхность катода. Это один из самых эффективных способов борьбы со шламом.
- Регулярная фильтрация электролита: Удаляет взвешенные частицы и предотвращает их накопление.
- Периодическая очистка ванны: Удаление накопившегося шлама со дна.
Влияние примесей на качество покрытия
Примеси, как в аноде, так и в электролите, оказывают значительное влияние на качество получаемого никелевого покрытия.
- Железо (Fe): Приводит к снижению коррозионной стойкости покрытия, изменению цвета (желтоватый оттенок), появлению хрупкости.
- Медь (Cu): Ухудшает адгезию, может вызывать диффузионные процессы, приводящие к обесцвечиванию покрытия.
- Сера (S): В зависимости от концентрации и формы, может вызывать как улучшение блеска (в определенных пределах, особенно в электролитах типа Брайт-Никель), так и снижение пластичности, увеличение хрупкости и ухудшение коррозионной стойкости.
- Углерод (C): Может приводить к образованию нагара на аноде и снижению блеска покрытия.
Методы термообработки для равномерного растворения
Для обеспечения равномерного растворения никелевых анодов и получения стабильного покрытия, производители часто подвергают их термообработке. Это изменяет микроструктуру металла, влияя на его электрохимические свойства.
Закалка и прокатка анодов
- Закалка: Нагрев анода до определенной температуры с последующим быстрым охлаждением. Этот процесс может изменять размер и форму зерна, влияя на растворимость.
- Прокатка: Деформационное воздействие, которое также изменяет структуру металла, делая его более однородным и улучшая его растворимость.
Влияние термообработки на структуру анодов
Термообработка направлена на создание мелкозернистой, однородной структуры никеля. Это способствует:
- Увеличению скорости и равномерности растворения: Мелкие зерна имеют большую площадь поверхности, что интенсифицирует электрохимическую реакцию.
- Снижению тенденции к пассивации: Однородная структура меньше склонна к образованию локальных участков с низкой растворимостью.
- Повышению пластичности: Улучшается механическая прочность анодов, что важно при их установке и эксплуатации.

Практические советы по выбору анодов
Выбор никелевых анодов – это не просто покупка металла, а инвестиция в качество и стабильность вашего производства.
Как подобрать аноды под ваши задачи
- Определите тип электролита:
- Сернокислые электролиты (Ватт-Ватт): Чаще всего используются аноды НПА1. Для получения более блестящих покрытий могут применяться специальные добавки, но важно следить за чистотой анода.
- Хлоридные электролиты: Могут вызывать более активное растворение анодов. Здесь также подойдет НПА1, но особое внимание стоит уделить контролю концентрации хлоридов.
- Комбинированные электролиты (серно-хлоридные): Требуют баланса свойств. НПА1 обычно является хорошим выбором.
- Электролиты для блестящего никелирования (Брайт-Никель): Для достижения максимального блеска и стабильности часто рекомендуются НПАН или НПА1 с низким содержанием серы.
- Учтите требуемые свойства покрытия:
- Высокая коррозионная стойкость: Предпочтительны НПАН или НПА1 высокой чистоты.
- Декоративный вид (блеск): Для достижения максимального блеска и равномерности, особенно в электролитах с органическими блескообразователями, НПАН является оптимальным выбором.
- Износостойкость: Может зависеть от состава покрытия, но стабильность анодного растворения важна.
- Оцените форму и размер анодов:
- Пластины: Наиболее распространенная форма. Их размер и количество подбираются исходя из площади поверхности катодов и плотности тока.
- Гранулы/куски: Используются в анодных корзинах для более равномерного растворения и удобства обслуживания. Важно, чтобы гранулы были одинакового размера и высокой чистоты.
Расчет срока службы анодов
Срок службы никелевых анодов определяется скоростью их растворения, которая, в свою очередь, зависит от плотности тока, состава электролита и температуры.
Формула Фарадея описывает количество вещества, выделяющееся или поглощающееся при электрохимическом процессе:
m = (I × t × Э) / F
Где:
- m – масса растворенного никеля (г)
- I – сила тока (А)
- t – время (с)
- Э – электрохимический эквивалент никеля (г/А·ч). Для никеля Э ≈ 1,096 г/А·ч.
- F – постоянная Фарадея (≈ 96485 Кл/моль)
Для расчета расхода анода в единицу времени:
Скорость растворения (масса/время) = (Плотность тока × Электрохимический эквивалент) × Коэффициент эффективности анодного процесса
Коэффициент эффективности анодного процесса для никеля обычно близок к 1 (или 100%), но может незначительно снижаться при пассивации.
Практический пример расчета:
Допустим, имеется гальваническая ванна с общим током 100 А, использующая аноды НПА1. Площадь поверхности анодов составляет 0,5 м². Средняя плотность тока на аноде составляет 200 А/м².
- Рассчитаем общую массу анода, которая должна раствориться за 1 час (3600 секунд): m = (100 А × 3600 с × 1,096 г/А·ч) / (96485 Кл/моль) × (1 моль Ni / 2 моль e⁻) -> упрощенная формула с использованием Э: m = 100 А × 1,096 г/А·ч × 1 ч = 109,6 г. Таким образом, за 1 час работы при токе 100 А растворяется примерно 109,6 г никеля.
- Если начальный вес анодов в ванне составляет 50 кг (50000 г), то при постоянной скорости растворения, срок их службы составит: Срок службы = 50000 г / 109,6 г/ч ≈ 456 часов.
Этот расчет является приблизительным, так как не учитывает потери из-за шламообразования, механического износа, а также возможные изменения в плотности тока и эффективности процесса.
Обслуживание гальванических ванн
Эффективность использования никелевых анодов напрямую зависит от общего состояния гальванической ванны.
Фильтрация электролита
- Цель: Удаление механических загрязнений, шлама, продуктов коррозии, которые могут попасть на катод и вызвать дефекты покрытия.
- Методы: Использование проточных фильтров с различными типами фильтрующих элементов (бумажные, картриджные, тканевые) с учетом размера пор. Фильтрация должна проводиться непрерывно или с высокой периодичностью.
Контроль pH и плотности тока
- pH: Изменение pH электролита влияет на растворимость анодов, скорость осаждения и свойства покрытия. Для сернокислых электролитов pH обычно поддерживается в диапазоне 4.5-5.5.
- Плотность тока: Критически важный параметр, определяющий скорость процесса и качество покрытия. Требуется постоянный контроль и регулировка с помощью источников питания.
Российские производители никелевых анодов: Мценскпрокат
Надежность и качество никелевых анодов напрямую влияют на эффективность всего гальванического производства. В России существует ряд предприятий, специализирующихся на выпуске никелевой продукции, включая аноды, отвечающие самым высоким стандартам.
Одним из таких значимых игроков на рынке является металлургический завод прецизионных сплавов “Мценскпрокат”. Предприятие, расположенное в городе Мценск Орловской области, обладает современными производственными мощностями и многолетним опытом в области производства прецизионных сплавов.
“Мценскпрокат” производит широкий ассортимент анодов, в том числе никелевые марок, соответствующие отечественным ГОСТам (например, НПА1, НПАН). Высокая чистота используемого сырья, современные технологии выплавки и контроля качества позволяют производить аноды с минимальным содержанием примесей, что критически важно для стабильного электрохимического растворения и предотвращения пассивации.
Преимущества сотрудничества с российскими производителями, такими как “Мценскпрокат”:
- Соответствие стандартам: Продукция изготавливается в соответствии с межгосударственными стандартами (ГОСТ), что гарантирует определенные характеристики и качество.
- Логистическая доступность: Сокращение сроков поставки и транспортных расходов по сравнению с импортными аналогами.
- Техническая поддержка: Возможность получения оперативной консультации и технической поддержки от производителя, адаптированной к специфике российских производств.
- Гибкость: Многие отечественные заводы готовы предложить изготовление анодов нестандартных размеров или по индивидуальным спецификациям заказчика.
При выборе поставщика никелевых анодов, инженерам-технологам и руководителям предприятий рекомендуется обращать внимание на компании с проверенной репутацией и подтвержденным качеством продукции, такие как “Мценскпрокат” (https://mzenskprokat.ru/). Изучение ассортимента и технических характеристик их продукции может стать важным шагом к оптимизации гальванического процесса и повышению качества никелевых покрытий.
Заключение и выводы
Никелевые аноды – это не просто расходный материал, а ключевой элемент, определяющий успешность процесса гальванического никелирования. Правильный выбор марки, учет особенностей ее применения, а также строгое соблюдение технологических режимов и регулярное обслуживание оборудования позволяют минимизировать риски, связанные с пассивацией, шламообразованием и другими распространенными ошибками.
Инвестиции в качественные никелевые аноды, такие как НПА1 и НПАН, в сочетании с глубоким пониманием принципов их работы, являются залогом получения высококачественных, стабильных никелевых покрытий, отвечающих самым строгим требованиям современной промышленности. Постоянный контроль параметров электролита, использование современных методов фильтрации и, при необходимости, термообработка анодов, позволят оптимизировать процесс, сократить затраты и повысить конкурентоспособность вашего производства. Помните, что идеальное покрытие начинается с идеального анода.
Частые вопросы и ответы (FAQ)
Почему чернеют никелевые аноды и как это устранить?
Почернение никелевых анодов – это, по сути, один из симптомов пассивации. Процесс выглядит следующим образом: на поверхности анода вместо равномерного растворения никеля начинают образовываться тонкие пленки оксидов или солей никеля, которые имеют темный или черный цвет.
Причины почернения (пассивации) анодов:
- Наличие примесей в аноде: Наиболее частая причина. Примеси, такие как железо, медь, углерод, сера, могут окисляться или образовывать нерастворимые соединения на поверхности, блокируя доступ электролита к чистому никелю.
- Неоптимальный состав электролита:
- Слишком высокая концентрация серной кислоты (в сернокислых электролитах): Это может привести к образованию труднорастворимых никелевых солей на поверхности анода.
- Низкая концентрация никелевых ионов: Если в электролите мало ионов никеля, анод стремится компенсировать это, начиная окисляться с образованием оксидов.
- Наличие органических загрязнений: Органические вещества могут вступать в реакцию с поверхностью анода, образуя плотные, темные пленки.
- Неправильный режим работы:
- Слишком низкая анодная плотность тока: При низкой плотности тока скорость растворения никеля снижается, что создает благоприятные условия для образования пассивирующей пленки.
- Недостаточная циркуляция или аэрация электролита: Это приводит к локальному перегреву и изменению химического состава в прикатодном пространстве, что может способствовать пассивации.
Как устранить почернение (пассивацию) анодов:
- Механическая очистка: Самый первый и зачастую эффективный метод – извлечь аноды из ванны и механически очистить их поверхность щетками (желательно неметаллическими, чтобы не вносить загрязнений) от темного налета.
- Химическое декапирование: После механической очистки, аноды можно промыть в разбавленном растворе кислоты (например, серной или соляной) для удаления остатков пассивирующего слоя. Затем аноды тщательно промываются чистой водой.
- Активация электролита: Как упоминалось в статье, добавление небольшого количества хлоридов (например, NaCl) может помочь активировать растворение анода.
- Стабилизация состава электролита: Регулярный химический анализ и точное поддержание концентраций всех компонентов электролита, согласно рецептуре.
- Обеспечение правильной плотности тока: Работа в рекомендованном диапазоне анодной плотности тока, который должен быть немного выше катодной плотности тока для обеспечения равномерного растворения.
- Улучшение циркуляции/аэрации: Использование компрессоров для аэрации или насосов для циркуляции электролита помогает поддерживать однородность раствора и предотвращать локальные перегревы.
- Использование анодов высокой чистоты: В идеале, использовать аноды марки НПАН, которые менее подвержены пассивации благодаря своей чистоте.
Как выбрать между марками НПА1 и НПАН?
Выбор между марками никелевых анодов НПА1 и НПАН зависит от нескольких ключевых факторов, связанных с вашим технологическим процессом и требованиями к покрытию.
Марка НПА1 (Никель Плакированный Анодный, 1-го сорта):
- Состав: Содержит никель не менее 99,5%. Допускает наличие определенных примесей (железо, медь, кремний, сера) в ограниченных количествах.
- Свойства: Обеспечивает хорошее и относительно стабильное растворение в большинстве никелевых электролитов (сернокислых, хлоридных).
- Применение: Является универсальным анодом общего назначения. Отлично подходит для стандартных процессов никелирования, где не предъявляются сверхвысокие требования к блеску и коррозионной стойкости.
- Стоимость: Как правило, более доступен по цене по сравнению с НПАН.
Марка НПАН (Никель Плакированный Анодный, Непассивирующийся):
- Состав: Обладает очень высокой чистотой никеля (не менее 99,8%), с минимальным содержанием всех примесей, особенно серы.
- Свойства: Отличается высокой стабильностью растворения, отличной устойчивостью к пассивации даже в сложных условиях. Обеспечивает более ровное и равномерное осаждение.
- Применение: Идеально подходит для получения высококачественных, блестящих и коррозионностойких покрытий. Необходим для ответственных применений, где критичны малейшие дефекты, например, в автомобильной промышленности, производстве электроники, ювелирных изделий. Также используется в электролитах, требующих высокой стабильности анодного растворения.
- Стоимость: Обычно дороже, чем НПА1, из-за более сложных технологий производства и высокой чистоты.
Критерии выбора:
- Требования к качеству покрытия: Если вам нужен максимальный блеск, превосходная коррозионная стойкость и отсутствие дефектов, то НПАН – ваш выбор. Для менее ответственных покрытий, где допустимы незначительные отличия, НПА1 будет экономически оправдан.
- Тип электролита: В некоторых агрессивных электролитах или в процессах, где высок риск пассивации, НПАН обеспечит большую стабильность.
- Бюджет: Если стоимость является значимым фактором, и процесс не требует идеального качества, НПА1 может быть предпочтительнее.
- Производительность и стабильность процесса: НПАН снижает вероятность простоев из-за пассивации анодов, что может повысить общую производительность.
Практическая рекомендация: Если вы стремитесь к максимальному качеству и стабильности, и бюджет позволяет, выбирайте НПАН. Если же вы работаете со стандартными электролитами и требования к покрытию умеренные, НПА1 будет надежным и экономичным решением.
Как предотвратить пассивацию анодов при никелировании?
Предотвращение пассивации анодов – это комплексная задача, требующая внимания к деталям на всех этапах процесса.
Ключевые меры для предотвращения пассивации:
- Используйте аноды высокой чистоты: Это первое и самое главное. Выбирайте марки НПА1 или, в идеале, НПАН. Чем меньше примесей в исходном материале, тем меньше вероятность образования пассивирующих пленок.
- Поддерживайте оптимальный состав электролита:
- Регулярный контроль pH: Стабильный pH (обычно 4.5-5.5 для сернокислых электролитов) предотвращает нежелательные химические реакции на поверхности анода.
- Правильная концентрация никелевых солей: Не допускайте чрезмерного снижения концентрации никелевых ионов в электролите.
- Контроль содержания добавок: Особенно важно контролировать содержание серы и других компонентов, которые могут способствовать пассивации.
- Обеспечьте правильную плотность тока:
- Работайте в рекомендуемом диапазоне анодной плотности тока: Анодная плотность тока должна быть несколько выше катодной, чтобы обеспечить полноценное растворение никеля. Слишком низкая анодная плотность тока – прямой путь к пассивации.
- Равномерное распределение тока: Убедитесь, что аноды расположены таким образом, чтобы ток распределялся равномерно по всей их поверхности.
- Обеспечьте достаточную циркуляцию и аэрацию электролита:
- Аэрация: Продувка воздухом (или кислородом) помогает поддерживать равномерную температуру, удалять газы, образующиеся на катоде, и предотвращать локальные изменения концентрации.
- Циркуляция: Механическое перемешивание электролита насосами также способствует равномерному распределению температуры и концентрации, исключая “застойные” зоны, где может начаться пассивация.
- Используйте активаторы (при необходимости): В некоторых случаях, для поддержания активности анода, в электролит вводят небольшое количество хлоридов (например, NaCl). Они способствуют растворению пассивирующих пленок.
- Следите за чистотой анодных корзин/мешков: Использование чистых анодных корзин и своевременная замена или очистка анодных мешков также важны, чтобы предотвратить попадание загрязнений на поверхность анода.
Какова роль хлоридов в электролите для никелирования?
Хлориды, чаще всего в форме хлорида натрия (NaCl) или хлорида никеля (NiCl₂), играют важную, но двойственную роль в электролитах для никелирования.
Положительная роль хлоридов:
- Активация анодного растворения (предотвращение пассивации): Это, пожалуй, основная функция хлоридов. Ионы хлора (Cl⁻) обладают высокой поверхностной активностью. Они способны проникать под оксидные и солевые пленки, образующиеся на поверхности анода, разрушая их и облегчая электрохимическое растворение никеля. Это особенно важно для предотвращения пассивации анодов марок НПА1.
- Увеличение проводимости электролита: Наличие растворенных солей, включая хлориды, повышает электропроводность электролита, что позволяет работать при более низких напряжениях или более высоких плотностях тока с меньшими потерями энергии.
- Влияние на структуру и свойства покрытия: В некоторых типах электролитов (например, в хлоридных или смешанных серно-хлоридных), хлориды могут влиять на структуру осаждаемого никеля, делая его более мелкокристаллическим, что улучшает блеск и пластичность.
Негативная роль хлоридов (при избытке):
- Повышенная коррозия оборудования: Высокая концентрация хлоридов может вызывать усиленную коррозию стальных и других металлических частей гальванической ванны, трубопроводов, анодных корзин.
- Влияние на механические свойства покрытия: Избыток хлоридов, особенно в сочетании с другими факторами, может привести к снижению пластичности и повышению хрупкости никелевого покрытия.
- Увеличение напряжения на аноде: В некоторых случаях, при очень высоких концентрациях, хлориды могут повышать анодное поляризационное сопротивление.
- Ухудшение качества блестящего никелирования: В электролитах, где используются сложные органические блескообразователи, избыток хлоридов может негативно сказаться на эффективности работы этих добавок, приводя к снижению блеска или появлению дефектов.
Практический аспект:
- В сернокислых электролитах (Ватт-Ватт) для улучшения растворимости анодов обычно добавляют небольшие количества хлоридов (например, 50-100 мг/л хлорид-ионов).
- В хлоридных электролитах хлориды являются основным компонентом, обеспечивающим растворение анода, но требуют более тщательного контроля.
- Всегда следует придерживаться рекомендованных производителем электролита или поставщиком добавок концентраций хлоридов, чтобы извлечь пользу и избежать негативных последствий.
Как уменьшить шламообразование в ванне никелирования?
Шламообразование – это не только эстетическая проблема, но и фактор, снижающий качество покрытия и стабильность процесса. Уменьшение его интенсивности достигается комплексным подходом.
Основные методы уменьшения шламообразования:
- Использование анодов высокого качества:
- Высокая чистота материала: Как уже говорилось, аноды НПА1 и особенно НПАН содержат меньше нерастворимых примесей. Это означает, что в процессе растворения образуется меньше твердых остатков.
- Качественное литье/производство: Предпочтительны аноды, полученные методом литья или прокатки, а не порошковой металлургии, где могут быть скрытые поры и включения.
- Применение анодных мешков:
- Фильтрация на месте: Анодные мешки, изготовленные из кислотостойких материалов (например, полипропилена), надеваются непосредственно на никелевые аноды. Они улавливают весь шлам, образующийся в процессе растворения, предотвращая его попадание в объем электролита.
- Регулярная замена/очистка: Мешки необходимо периодически извлекать, промывать или заменять, чтобы они не становились источником загрязнения.
- Регулярная фильтрация электролита:
- Системная очистка: Пропускание всего объема электролита через специальные фильтры (с бумажными, картриджными или тканевыми элементами) удаляет взвешенные частицы, шлам и другие загрязнения.
- Частота фильтрации: Для большинства процессов никелирования рекомендуется непрерывная фильтрация или фильтрация с высокой периодичностью (несколько оборотов объема ванны в сутки).
- Аккуратное обращение с анодами:
- Снижение механических повреждений: Избегайте ударов по анодам, которые могут вызвать отколы и образование мелких частиц.
- Контроль состава электролита:
- Минимизация примесей: Поддержание чистоты электролита, использование дистиллированной или деминерализованной воды для приготовления растворов.
- Удаление нерастворимых частиц: Иногда, в процессе обслуживания, электролит может быть дополнительно осветлен, чтобы удалить любые видимые взвеси.
- Периодическая очистка ванны: Со временем шлам может накапливаться на дне гальванической ванны. Его необходимо периодически удалять при проведении полного слива и очистки ванны.
Практический пример: Цех, занимающийся никелированием крупносерийных деталей, столкнулся с проблемой образования “песчинок” на покрытии, что приводило к браку. После внедрения системы непрерывной фильтрации электролита и использования анодных мешков из полипропилена, количество рекламаций снизилось на 70%. Регулярная промывка анодных мешков раз в неделю и замена фильтров каждые 2-3 месяца обеспечили стабильно высокое качество покрытия.