Гибка труб переменным радиусом
Трубогибочные станки, которые работают с технологией гибки труб намоткой, гнут всегда постоянным радиусом. Это значит, что радиус формируется гибочной оснасткой и труба, огибая гибочный ролик, получает тот же радиус гибки, который заложен этим гибочным роликом. То есть если у Вас несколько радиус гибки, это значит, что Вам необходимо иметь несколько комплектов оснастки и возможность их смены на трубогибочном станке (либо смены трубогибочной оснастки вне гибочного цикла). Гибка трубы намоткой позволяет получать и малые радиусы гиба, но, минусом является наличие оснастки на каждый радиус.
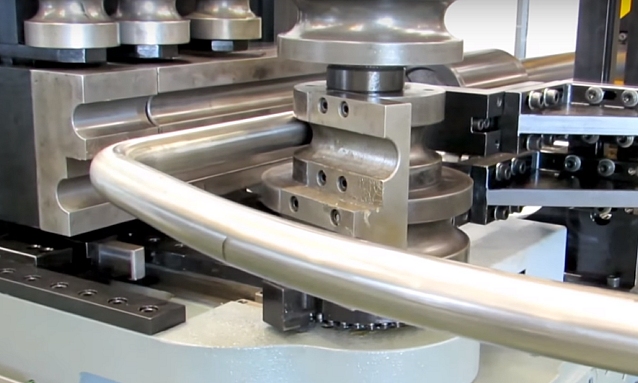
Трехроликовый трубогиб (правильно – трубогибочный станок) работает на базе положения формовочного ролика. То есть ему не требуется несколько комплектов оснастки на разные радиусы, но минимальный радиус гибки слишком большой. Между тем, гибка труб по технологии трехроликовой гибки (с положением роликов) зачастую требуется и для трубогибочного станка, например, самая распространенная задача – это профиль спинки стула в мебельной промышленности. И такой способ гибки на трубогибочном станке получил наименование «гибки переменным радиусом».
Отличия от традиционного способа в том, что в отличие от трехроликовой гибки, где один или несколько роликов являются приводными, в трубогибочном станке подача трубы осуществляется силовым движением каретки. Но в остальном технология гибки та же самая – радиус формируется положением ролика. Эффективность в сочетании с гибкой труб намоткой – это позволяет формировать самые разные трубные изделия, значительно экономя на оснастке. То есть начинает действовать правило – например, до 4 диаметров трубы радиус формировать роликом, все что свыше – переменным радиусом. Кроме того, не забывайте, что трубогибочный станок в гибке намоткой также ограничен максимальным радиусом, поэтому переменный радиус – расширение этих возможностей.